Energy
At the intersection of traditional power and renewable innovation, FRing provides specialized metal parts for hydrogen storage, fuel cells, and power generation. Utilizing advanced powder metallurgy, our components achieve the mechanical strength and thermal stability required for turbines and fluid control systems.
We help partners optimize refining processes and enable next-generation energy storage. Our mission is to provide the high-performance materials necessary to power a cleaner, more efficient, and resilient global energy grid.
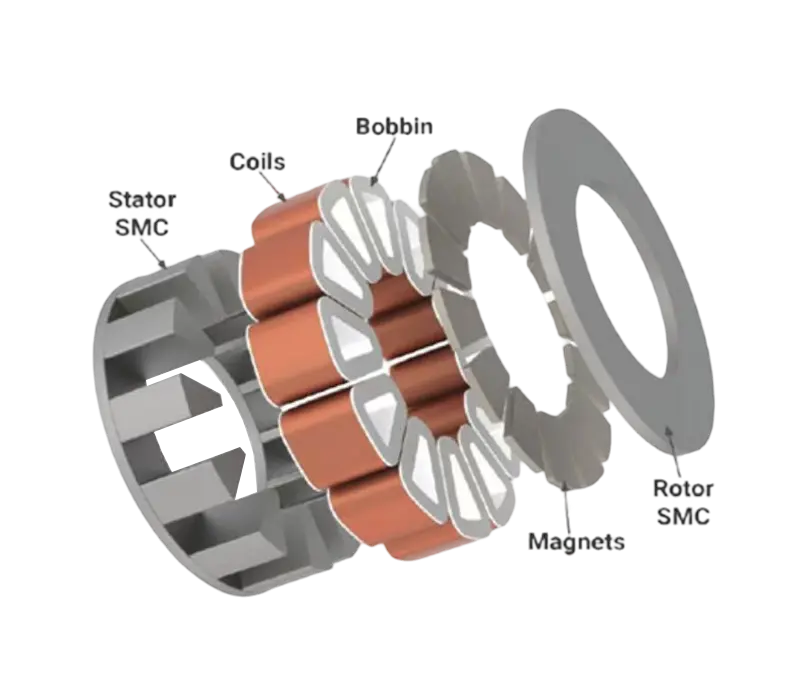


Axial Flux Technology (SMC Application)
Utilizing Soft Magnetic Composite (SMC) to enable 3D magnetic circuit designs, significantly increasing power density and reducing losses for high-efficiency motor applications.
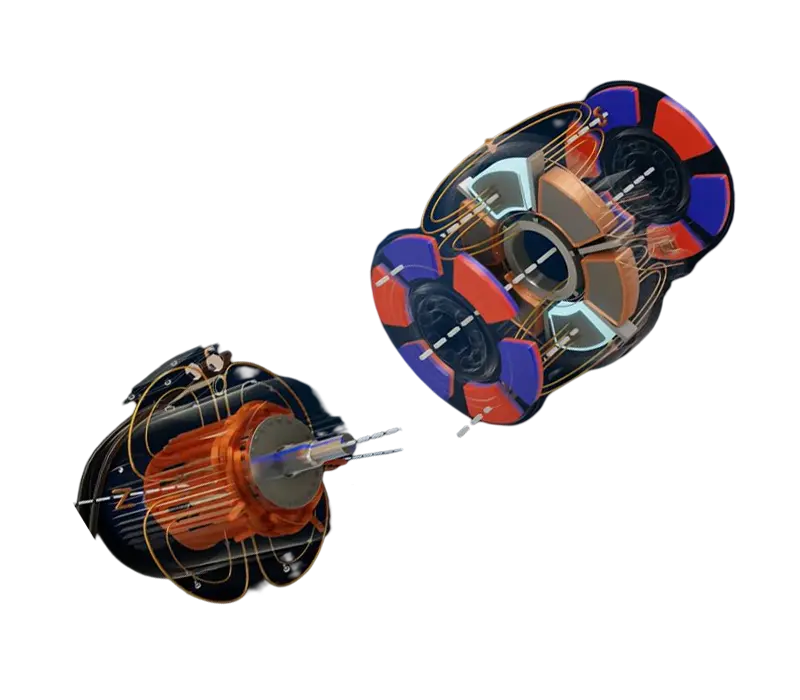
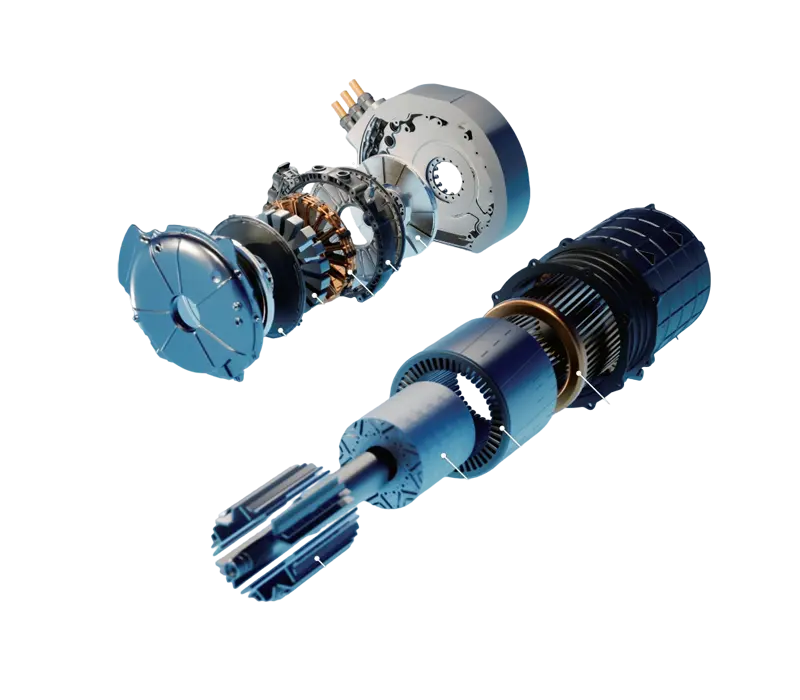
Specialized Motor Components
Customized motor core solutions for specialized applications, optimizing magnetic flux in ultra-thin or non-traditional motor geometries.
FAQs
Find answers to common questions on our FAQ page.
Get quick and clear information about our powder metallurgy products, services, technical support, and more.
What are FRing PM’s main areas of expertise?
A: FRing PM specializes in advanced powder metallurgy (PM) technologies, including traditional powder metallurgy and Soft Magnetic Composites (SMC).
With our professional expertise and state-of-the-art equipment, we deliver precision components and innovative solutions that enhance performance, efficiency, and sustainability across various industries.
We are equipped with compaction presses ranging from 60T to 1000T, enabling us to produce PM sintered parts and SMC soft magnetic cores with diameters from 5 mm to 330 mm. We also supply PM and SMC blanks (compacts) for customers to validate prototype samples at very low cost.
Can FRing PM assist with prototyping and product development?
A: Yes. FRing PM offers comprehensive powder metallurgy engineering capabilities, covering product design, tooling development, prototype manufacturing, and mass production.
Our engineering team works closely under a unified quality management system to ensure full traceability, dimensional stability, and maximum cost efficiency. By integrating design optimization, material testing, and production validation, we provide reliable and high-performance powder metallurgy solutions tailored to your needs.
What are the advantages of sintered metal components compared to traditional manufacturing methods?
A: Compared to traditional machining, casting, or forging, sintered metal components produced by powder metallurgy offer several key advantages:
- Cost-effectiveness — Minimal material waste and significantly lower production costs.
- Design flexibility — Complex shapes (teeth, splines, profiles, frontal geometries, non-axisymmetric shapes, non-circular holes, etc.) can be achieved directly through compaction tooling, often eliminating the need for secondary machining.
- High dimensional precision — Excellent repeatability and tight tolerances, especially on diameters, combined with superior surface finish in high-volume production.
- Lightweight potential — Engineered porosity and material selection allow for weight reduction.
- Sustainability — High material utilization, reduced waste, and lower energy consumption.
Powder metallurgy enables manufacturers to produce strong, precision parts while lowering both environmental impact and overall costs.
How does FRing PM support customers with its engineering and technical expertise?
A: We collaborate closely with customers throughout the entire product lifecycle and provide the following support:
- Expert material selection — Optimizing powder formulations based on the actual operating conditions of the part.
- Design for Manufacturability (DFM) guidance — Ensuring cost-effective and scalable production.
- Advanced simulation and testing — Validating mechanical performance and durability.
- Free mold/tooling design service — Customized to your unique application requirements.
- OEM production capability — All projects are validated to PPAP Level 3 standards before delivery.
Our global engineering team helps customers push the boundaries of innovation, efficiency, and sustainability.
What design guidelines should be followed for Powder Metallurgy (PM) and Forged Powder Metallurgy (FPM)?
A: Every manufacturing technology has specific design considerations to ensure optimal performance, manufacturability, and cost efficiency.
Powder Metallurgy (PM) Design Guidelines:
- Best suited for high-volume production of precision parts.
- Maintain uniform wall thickness to prevent density variations.
- Avoid sharp corners and abrupt thickness changes to improve compaction uniformity.
- Incorporate draft angles (typically >7–10°) on vertical surfaces to facilitate easy ejection from the tooling.
- Take advantage of the self-lubricating properties of sintered parts to reduce friction where applicable.
Additional recommendations for compacting and handling feasibility:
- Robust Tooling
- Avoid cylindrical shapes perpendicular to the compaction direction.
- Avoid acute transitions and thin knife-edge sections on frontal surfaces.
- Avoid punches with very thin walls (< 2.0 mm) and deep, narrow notches.
- Minimum frontal hole diameter is generally 2.0 mm; avoid overly slender blind holes.
- Use flat chamfers or short cylindrical lands (≥ 0.5 mm) on frontal rims.
- Ejectability
- Avoid undercuts, lateral holes, or non-progressive diameter changes that hinder ejection.
- Introduce demolding angles (typically higher than 7–10°).
- Gear Shapes
- Helical gears: helix angle should generally be below 30°.
- Tooth tips and roots should have radii greater than 0.25 mm.
- Minimum module is typically 0.5 (0.25 achievable in some cases).
FRing PM’s engineering team works closely with customers to optimize designs, improve manufacturability, strength, and performance, ensuring the best technical solution for your application.
How does FRing PM ensure product quality and performance?
A: All our manufacturing processes adhere to strict quality standards. Our quality assurance measures include:
- Advanced material testing — Rigorous control of metal powders, alloys, and process parameters.
- In-process and final inspection — Real-time monitoring and quality checks during compaction, sintering, and secondary operations.
- Certified facilities — ISO-certified plant compliant with IATF 16949, ISO 14001, and other international standards. Every batch is validated according to PPAP Level 3 requirements, meeting global automotive industry expectations.
- Simulation and validation — Digital tools to predict and verify performance.
- Process control and traceability — Full tracking of every production step to ensure consistency and repeatability.
- Secondary operations — Precision machining, heat treatment, and surface finishing tailored for sintered components.
Get Your Quote Now
One of our team members will get back to you within 24 hours.